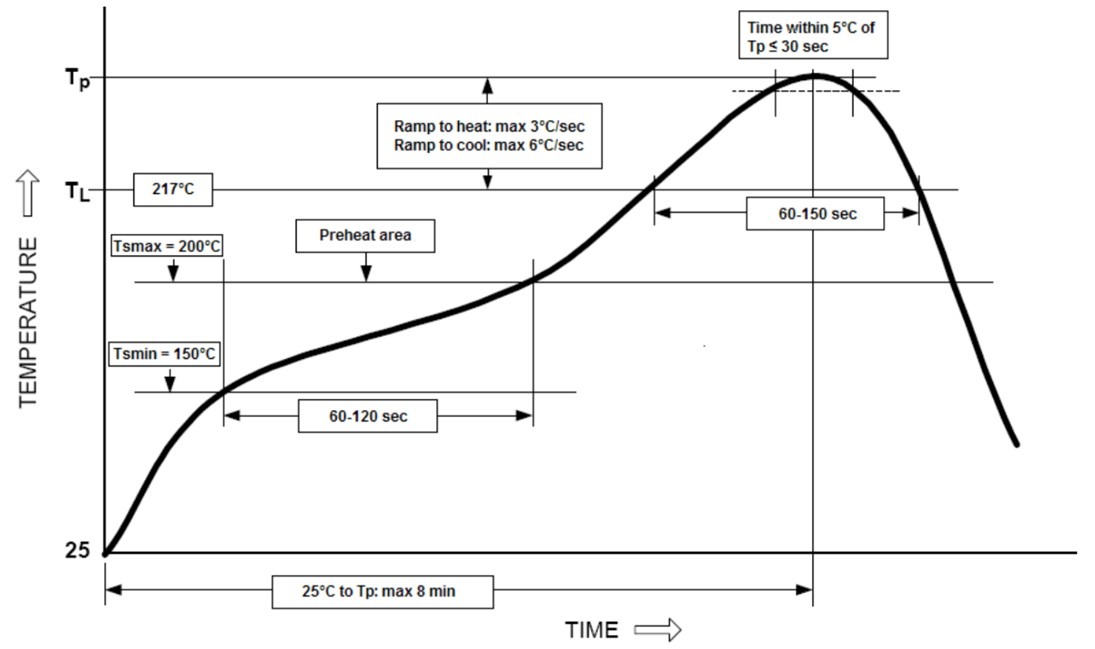
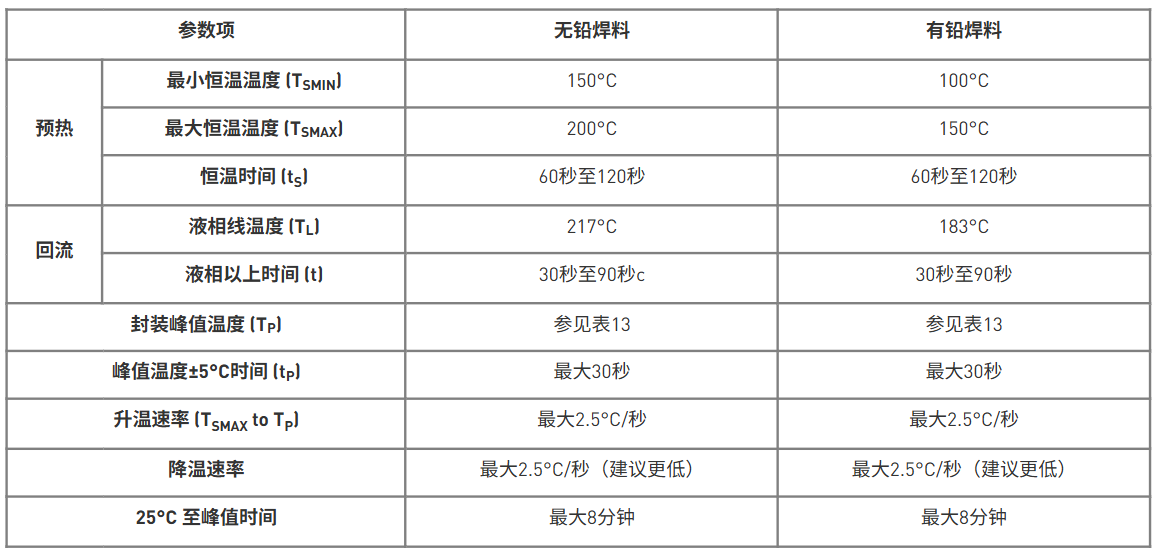
表 14:回流曲线参数
清洗
由于 LGA 封装的 MPS 电源模块通常使用免清洗焊膏,因此无需进行清洗。
如果使用水溶性焊膏,建议使用皂化剂和/或去离子水喷淋系统进行清洗,清洗后需确保 PCB 完全干燥。
请遵循焊膏供应商提供的清洗指南。
焊点空洞
尽量减少焊点空洞对保证电气和散热性能也至关重要。目前尚无针对底部端子器件的空洞标准。MPS 建议:信号焊盘空洞最大为 25%,大面积/散热焊盘空洞最大为 50%。
焊膏厂商推荐的回流曲线通常可优化助焊剂活性并减少空洞。但若仍出现较多空洞,则可采用相应优化策略。
空洞减少策略
减少焊点空洞的最佳方式包括:
- 使用低空洞焊膏
- 调整回流恒温时间以改善排气
- 必要时采用真空回流
- 优化钢网设计以控制焊膏量
- 将大焊盘分割为 0.5mm × 0.5mm 小焊盘以利于排气
钢网设计对空洞的影响
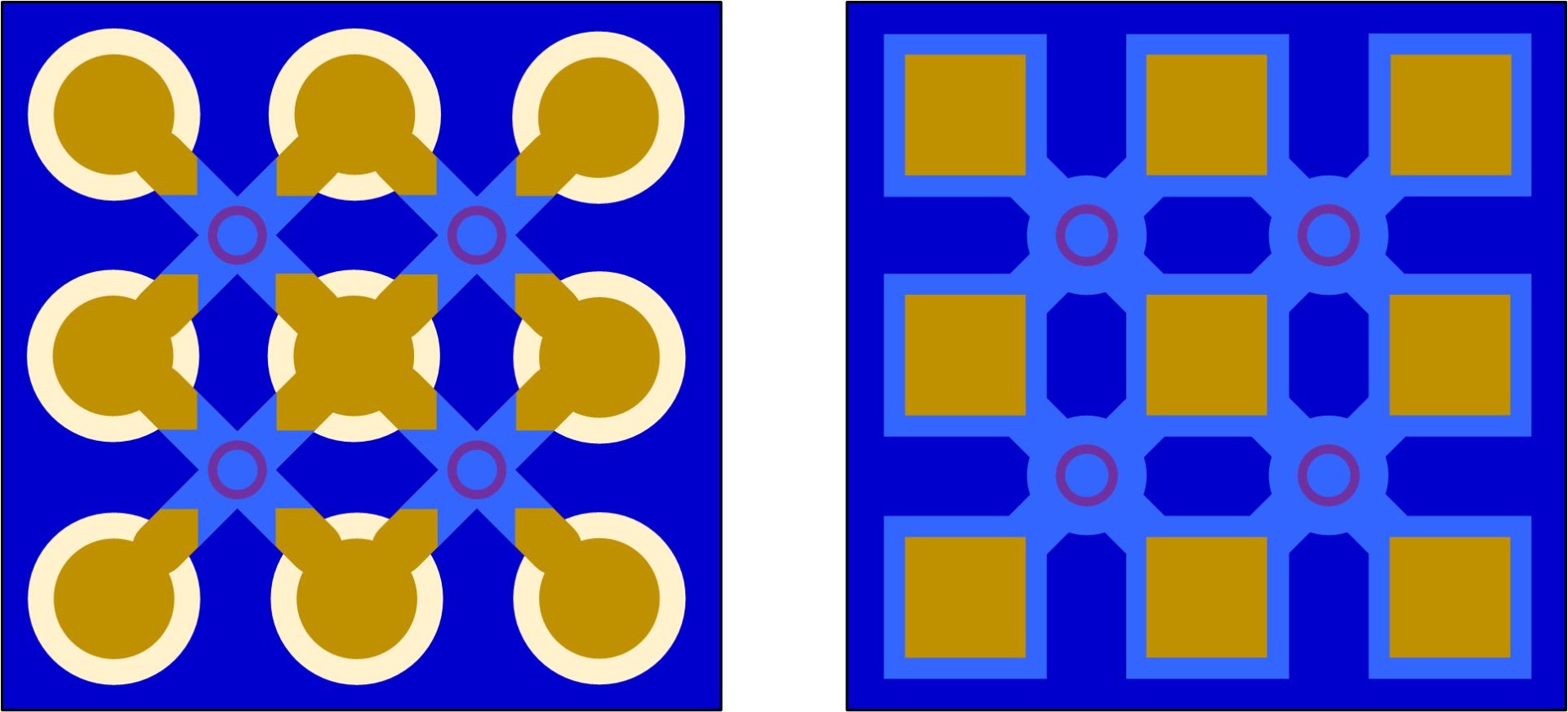
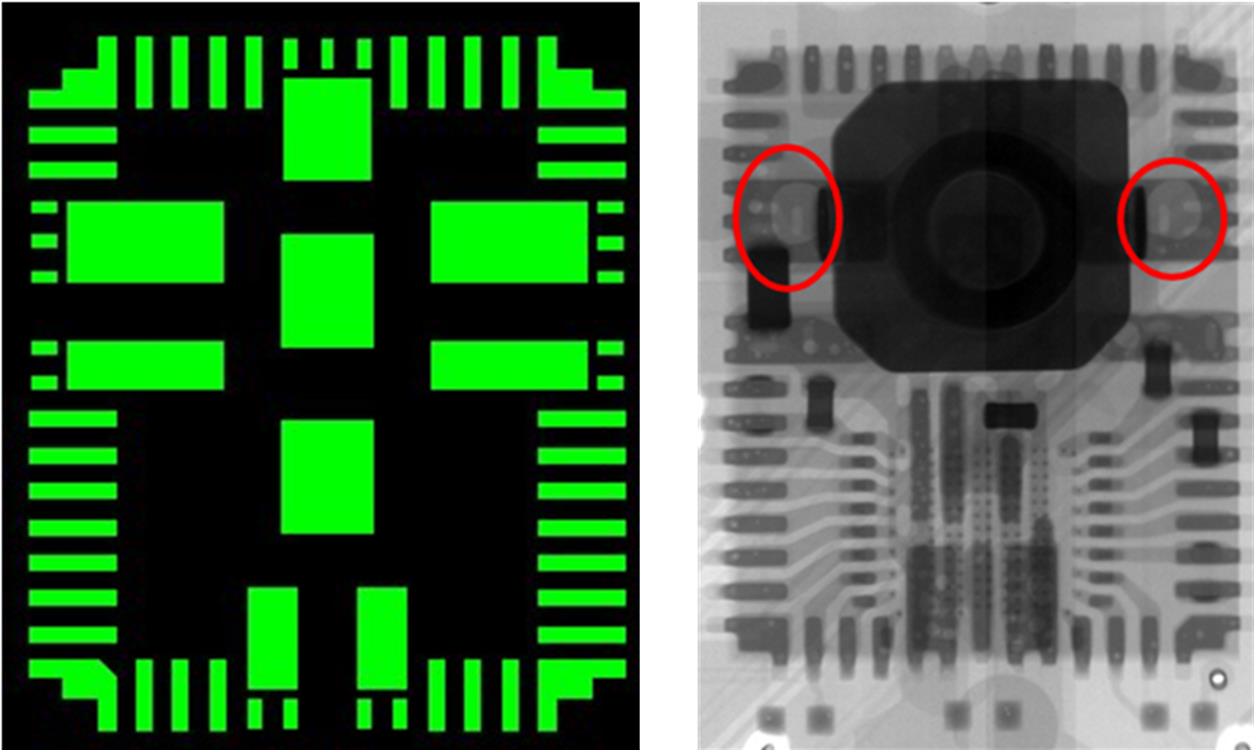
焊点空洞来源于焊膏熔融过程中的气体释放。当助焊剂气化形成气泡且无法逸出时,就会形成空洞。该现象与焊膏用量直接相关,因此大焊盘更容易产生空洞。图 14 展示了 MPM3695-25 的钢网设计,其中功率焊盘为单一大开口;图中同时展示了对应的 X射线图像,可观察到明显的大空洞。
图 14:单开口钢网及 X射线图
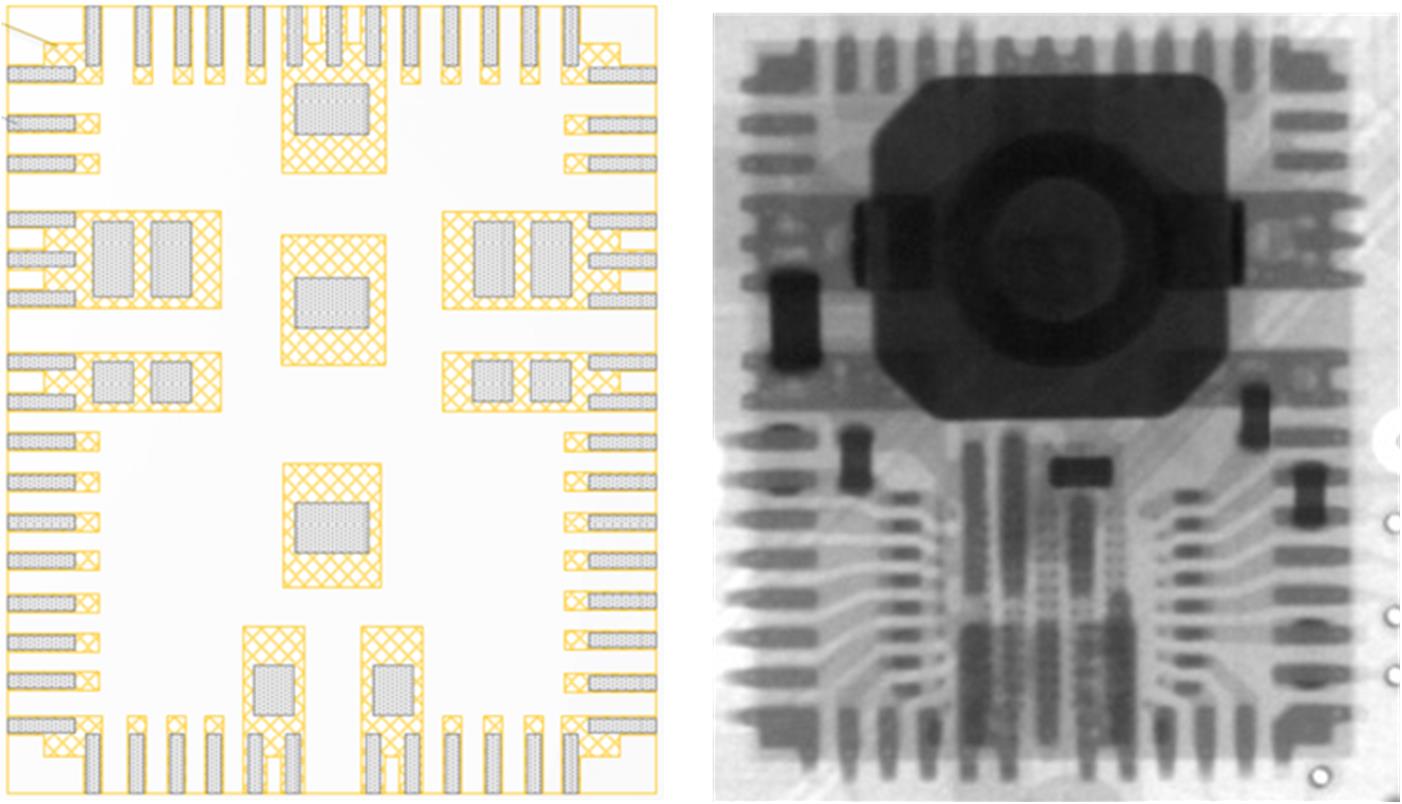
将大焊盘分割为多个小开口的钢网设计后,空洞显著减小(见图 15)。
图 15:多开口钢网及 X射线图
双面组装
对于双面 PCB 组装,应评估器件重量与焊盘面积的关系。器件重量/焊盘总面积是否 ≤0.0465gr/mm2,可作为是否适合二次回流的参考。
对于某些 MPS 器件,不建议进行二次回流,包括隔离电源模块、带外露散热器的器件,以及厚度超过 4mm 的器件。
返修指南
采用 LGA 封装的器件不易处理,因此不建议直接对失效焊点进行局部修补。建议采用完整的返修流程,以在系统层面获得更可靠的返修效果。
返修前准备
进行返修之前,应识别器件的失效和/或缺陷原因。
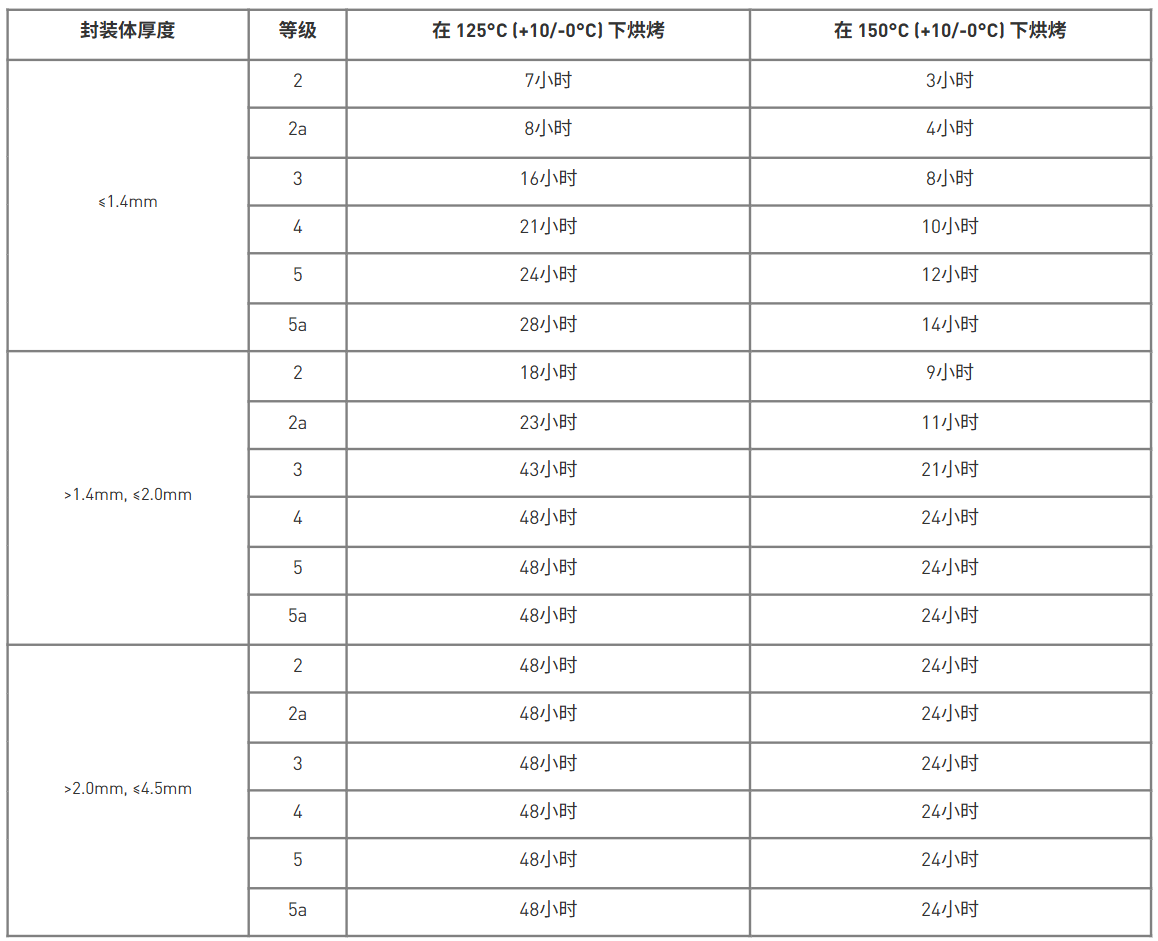
在拆除 MPS 电源模块之前,建议将带有失效 LGA 器件的 PCB 在 125°C 下烘烤 48 小时。这有助于防止封装材料与基板之间发生分层,同时也有助于避免对 PCB 上相邻器件造成损伤。
器件拆除
建议使用能够对电源模块顶部和底部进行温度曲线控制的返修设备。在加热过程中,应尽量降低底部温度,但必须确保焊料已达到熔融温度,以完全熔化焊点。
拆除后的器件不可再次使用。
焊盘处理
器件拆除后,应使用合适的真空吸嘴或吸锡带去除残余焊料,并使用适当的液体异丙醇(IPA)对焊盘进行清洁。
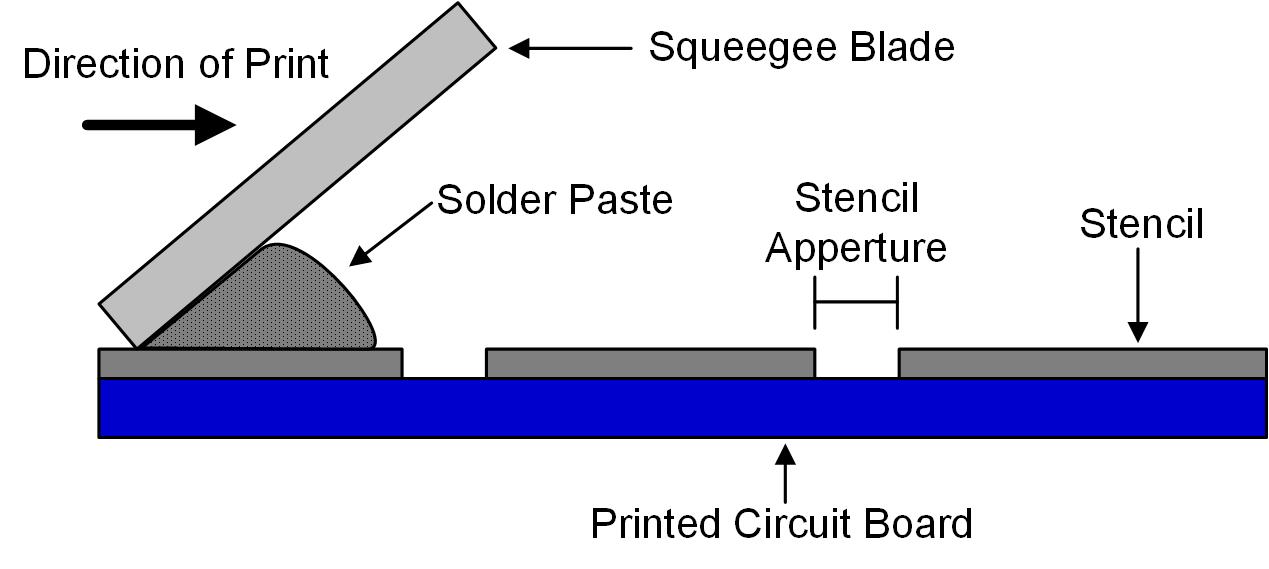
焊膏印刷
对于拆除后的焊盘,需要重新印刷焊膏。若条件允许,建议使用针对该器件设计的小型钢网,以获得与原工艺一致的焊膏参数。更多细节请参考“焊膏”章节。 若无法使用小钢网,也可采用标准点胶设备进行焊膏施加,但操作人员需严格控制焊膏体积。
新器件贴装与回流
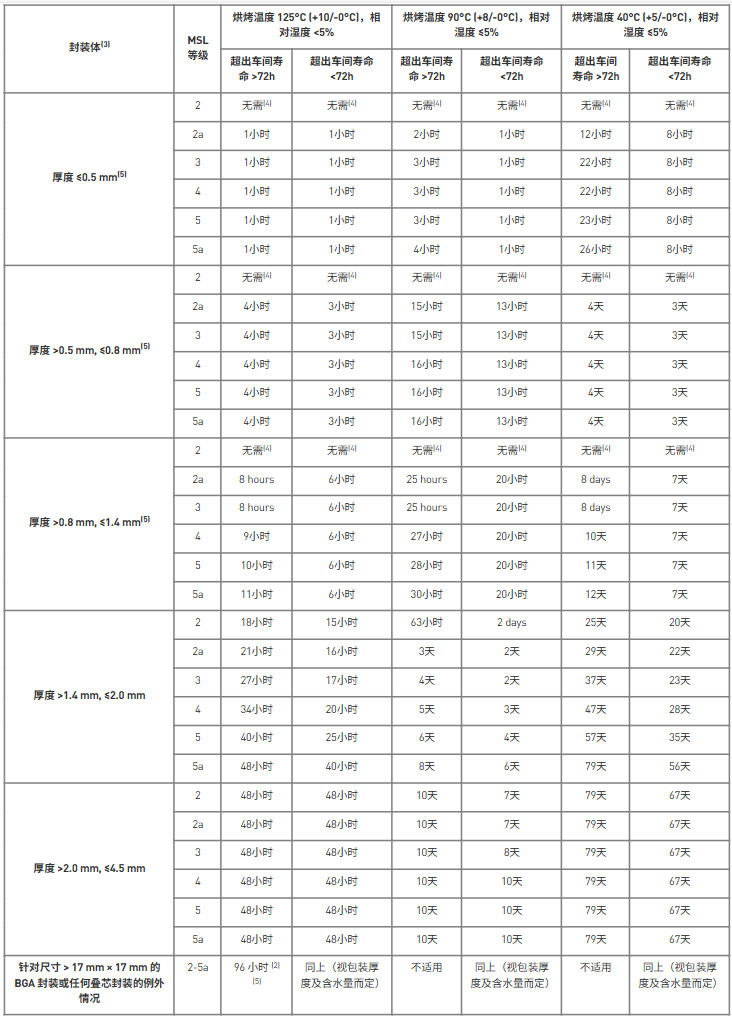
新器件必须按照 J-STD-033 标准中的 MSL 要求进行处理。
返修过程中使用的回流曲线必须确保足够的恒温时间以及液相以上时间。建议使用热电偶对温度曲线进行测量和验证。
焊接完成后,应使用 X射线或其他视觉检测系统对焊点进行检查。
器件所承受的温度曲线不得超过 J-STD-020 标准规定的最大温度。
特别注意事项
双芯片封装处理
对于双芯片 BGA 封装,在贴装过程中可能需要使用定制SMT吸嘴。应设置合适的对位和贴装压力,以防止组装过程中器件发生偏移。
散热器安装的机械应力
在安装散热器时,应沿垂直于封装表面的方向施加均匀压力,以减少机械应力。最大允许压力为 350psi。